2-5 焊锡膏产品使用说明
2-5-1焊膏的存储与取用管理
1)锡膏0-10℃(4─8小时为最佳)冷藏,不可低于0℃,从冰箱中取出回温到室温最少需要3小时。
- 避免结晶。
- 预防结块。
- 回温后,使用过和未使用过的锡膏均可恢复原本特性,(参照锡膏存储寿命)
2)在使用之前,将锡膏搅拌均匀。
3)在使用时的任何时候,确保只有一瓶锡膏打开。
- 保证在生产的任何时候使用的都是新鲜锡膏,减少环境带来的负面影响。对已开盖的锡膏,不用时紧紧盖上内、外盖。
- 预防锡膏变干或氧化,延长锡膏使用寿命。
4)使用锡膏时采取“先进先出”原则。
5)确保锡膏印刷时连续滚动,滚动时锡膏高度约等于1/2到3/4金属刮刀高度。
- 初步监视锡膏的粘度。
- 流畅的滚动可以使锡膏更好的漏印到钢网开口处,得到更精美的图形。
6)为保证锡膏的最佳焊接品质,印有锡膏的PCB应该尽快(1小时内)流到下一个工序。
7)当锡膏不用超过1小时,为防止锡膏变干,锡膏不要留在网板上。
- 以防止造成网板堵塞。
- 防止锡膏变干和不必要的网板堵塞。
8)当要从网板上收下锡膏时,请换另一个空瓶来装。
- 可以避免旧锡膏影响新锡膏。
- 储存使用过的锡膏参照锡膏储存条件。
- 使用旧锡膏时,可将1/4的旧锡膏与3/4新锡膏均匀搅拌后使用,可使旧锡膏保持新锡膏的性能。
2-5-2印刷参数
- 1)刮刀速度:一般为10-150mm/s,速度太快造成刮刀滑行和漏印,太慢造成焊膏印迹边缘不齐,污染基板表面。
- 2)刮刀角度:在60-90度范围时,通过适当的印刷压力可获得最佳的印刷效率和转移性。
- 3)印刷压力:一般印刷压力设定为0.1-0.3kg/cm2。压力太 小使锡膏转移量不足,太大又使所印锡膏太薄,增加锡膏污染漏板反面和基板的可能性。通常应从小到大逐步调节,使其刚好从漏板表面将锡膏刮干净。
- 4)刮刀硬度和材质:硬度,肖式硬度80-90度;材质,不锈钢或橡胶。
2-5-3安全事项
- 使用前请阅读物质安全资料表,做好个人防护。
- 尽量小心使用锡膏,避免锡膏接触到衣物和皮肤,若不小心沾上,应尽快用含酒精的溶剂将锡膏抹掉。
- 不要吸入回流焊时喷出的蒸汽。
- 焊接工作结束后及用餐前要洗手。
2-5-4推荐的回流焊曲线
适用于Sn63∕Sn62-Ag2焊膏

1) 预热区(Preheat) 最大温升为 2.5℃/s 升温过快将产生锡珠。
2) 保温区(Soak) 温度 149-180℃/s 时间 60-90S? 最大温升 2.5℃/s。
3) 回流区(Reflow) 最高温度215-235℃ 180℃以上时间 45-60S
4) 冷却区(Cool down) 最快温降为 4℃/s。
(注:最佳回流温度曲线,因基板及回流焊设备性能不同而有所差异。请依据使用的基板与回流焊设备确认实际的温度曲线。推荐环境参数为,温度25±2℃,湿度45%-65% .)
2-5-5推荐的回流焊曲线
适用于WH-326 WH-373焊膏
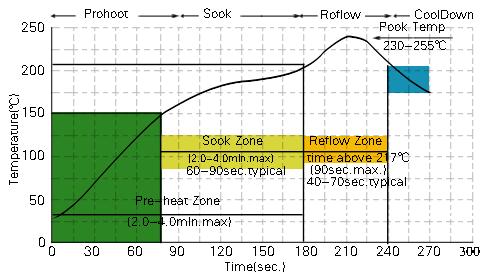
1) 预热区(Preheat) 最大温升为 2.5℃/s 升温过快将产生锡珠。
2) 保温区(Soak) 温度 150-210℃/s 时间 60-90S? 最大温升 2.5℃/s。
3) 回流区(Reflow) 最高温度230-255℃ 217℃以上时间 40-70S
4) 冷却区(Cool down) 最快温降为 4℃/s。
(注:最佳回流温度曲线,因基板及回流焊设备性能不同而有所差异。请依据使用的基板与回流焊设备确认实际的温度曲线。推荐环境参数为,温度25±2℃,湿度45%-65% .)


